Оборудование трубы Хэбэя сваренное Тентян изготовляя КО., Лтд.
Качества клиент во-первых, сперва
Продажа и поддержка:

|
Подробная информация о продукте:
Оплата и доставка Условия:
|
| имя: | Холодн-сформированная гальванизированная холоднопрокатная линия производства стали Тонк-стены | Применимые материалы: | Гальванизированный |
|---|---|---|---|
| Спецификация оборудования: | определенный клиент | Резать метод: | гидравлический резец |
| Формировать метод: | Выжимка ролика | Скорость: | 5 m/min |
| Гарантия: | один год | Материал: | Низкоуглеродистое HRC |
| Формируя тип: | сразу формировать | мастерская: | 30 x 5 m, H>3m (кран, который нужно смолоть) |
| Высокий свет: | Гальванизированная линия,Гальванизированный формирующ машину,Линия тонкой стены стальная |
||
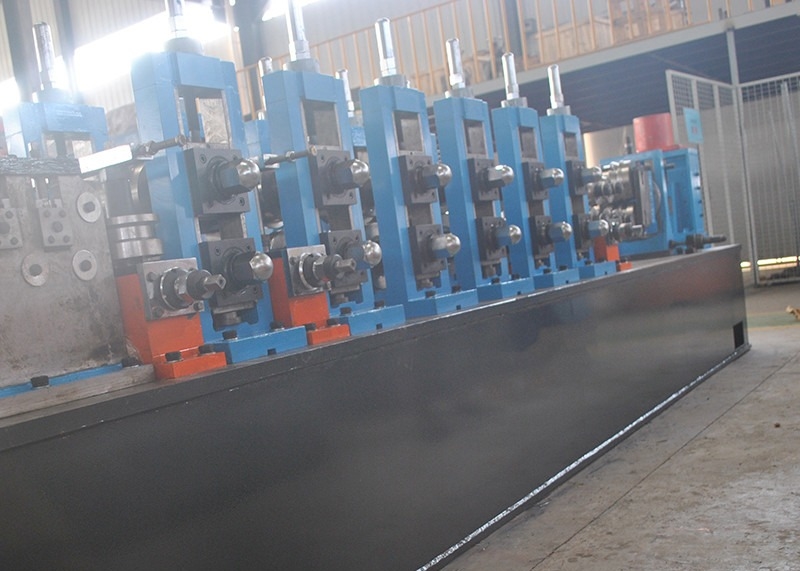
Холодн-сформированная гальванизированная холоднопрокатная линия производства стали Тонк-стены
Технические характеристики изделия I. Общ
| Деталь | Размер | Зона | Вес | |||
| h×b×cxt | h | b | C | t | m2/m | kg/m |
| 100×40×20×2.0 | 100 | 40 | 20 | 2 | 0,44 | 3,454 |
| 100×40×20×2.5 | 100 | 40 | 20 | 2,5 | 0,44 | 4,3175 |
| 120×50×20×2.0 | 120 | 50 | 20 | 2 | 0,52 | 4,082 |
| 120×50×20×2.5 | 120 | 50 | 20 | 2,5 | 0,52 | 5,1025 |
| 120×50×20×3.0 | 120 | 50 | 20 | 3 | 0,52 | 6,123 |
| 140×50×20×2.5 | 140 | 50 | 20 | 2,5 | 0,56 | 5,495 |
| 140×50×20×3 | 140 | 50 | 20 | 3 | 0,56 | 6,594 |
| 160×60×20×2.5 | 160 | 60 | 20 | 2,5 | 0,64 | 6,28 |
| 160×70×20×2.5 | 160 | 70 | 20 | 2,5 | 0,68 | 6,6725 |
| 160×70×20×3.0 | 160 | 70 | 20 | 3 | 0,68 | 8,007 |
| 180×70×20×2.5 | 180 | 70 | 20 | 2,5 | 0,72 | 7,065 |
| 180×70×20×3.0 | 180 | 70 | 20 | 3 | 0,72 | 8,478 |
| 200×70×20×2.5 | 200 | 70 | 20 | 2,5 | 0,76 | 7,4575 |
| 230×75×25×3 | 230 | 75 | 25 | 3 | 0,86 | 10,1265 |
| 250×75×25×3 | 250 | 75 | 25 | 3 | 0,9 | 10,5975 |
| 300×85×25×4 | 300 | 85 | 25 | 4 | 1,04 | 16,328 |
II. введение
Холодн-сформированная Z в форме сталь имеет преимущества регулируемого размера и высокой удельной работы разрыва. Широко использованный в автомобилях, железнодорожных кораблях, дверях здания и транспорте Windows, полках, электрических шкафах, усовике шоссе, строя стальной структуре, контейнерах, стальных форма-опалубке и лесах, солнечном судостроении кронштейна, мостах, башнях передачи, кучах стального листа, канатном мосте, сельскохозяйственной технике, мебели, хранении, рельсе, стали киля, парниках овоща, поддержке трубопровода, государственно-муниципальном строительстве и других полях.
Состав III.Equipment
вьюрки замотки и разматывать: Одиночная замотка конуса структуры двойного расширения и консольных дорнов. Она содержит 2 основных части: основной корпус и неподвижное основание. Основной корпус оборудован с пневматической системой для того чтобы удовлетворять потребности расширять, заключать контракт и тормозить дорнов.
Раскручиватель & разровнитель: Раскручиватель основные используемый для того чтобы привести новую катушку стальное главное питание в разровнитель после блока uncoiler приносит катушку в место службы. Разровнитель основные используемый для того чтобы сплющить голову и след прокладки стальной и подготовить для ножниц и заварки следующего шага, обеспечить сталь прокладки сопротивлялся плоской и прямому в заварке ножниц.
Автоматические ножницы и заварка: Использованный для того чтобы отрезать незаконную часть головы и хвост ленты, и выравнивает кабель ленты предыдущей катушки с головой ленты следующей катушки, и сваривает их совместно.
Фидер и пробивая машина: Фидер отправляет стальную прокладку в положение пробивая машины, пробивая машина пробивает стальную прокладку, и после этого отправляет ее к формируя части. Каждый размер оборудован с набором пробивая прессформ, пробивая машина может автоматически изменить прессформы.
Формируя и определяя размер часть: холодн-загибы этой части стальная прокладка в установленную форму. Размер может быть отрегулирован мотором сервопривода.
Автомат для резки: Он использован для материального вырезывания непрерывной нон-стоп холодн-сформированной линии производства стали. Режа метод гидравлическое вырезывание. Высокомощный сервопривод оборудован с высокоточным редуктором и импортированной передачей механизма реечной передачи. Точность вырезывания (расстояния отверстия) ±1mm. Install импортировала высокоточные линейные ведущий брус и защитный чехол
IV. состав оборудования
| Нет. | Имя |
| 1 | вьюрки замотки и разматывать |
| 2 | Раскручиватель & разровнитель |
| 3 | Автоматические ножницы и заварка |
| 4 | Фидер и пробивая машина |
| 5 | Автоматическая формируя и определяя размер часть |
| 6 | Автомат для резки |
| 7 | через ролики |
| 8 | Автоматическая упаковка и palletizing |
IV. возникновение фабрики
![]()
![]()
![]()
Контактное лицо: Mr. Yan
Факс: 86-0311-8302-5332